BOSM -6010 Buru kontrako mandrinatzeko fresatzeko makina


1. Makinaren erabilera:
BOSM- 6000 * 1000 habe finkoko CNC gantry zutabe bikoitzeko buru-buruko mandrinatzeko eta fresatzeko makina hondeamakinen besoak/makilak prozesatzeko makina-erreminta berezi bat da. Pillow, piezaren prozesamendu azkarraz jabetu daiteke, pieza zulatu, fresatu eta aspertu daiteke trazuaren barruti eraginkorrean, pieza aldi berean prozesatu daiteke (ez da bigarren mailako atxikitzerik behar), karga eta deskarga abiadura. azkarra da, kokatzea abiadura azkarra da eta prozesatzeko zehaztasuna handia da. Prozesatzeko eraginkortasun handia eta altua.
2.Makina-egituraezaugarriak:
Makina-erremintaren osagai nagusiak: ohea, lan-mahaia, ezkerreko eta eskuineko zutabeak, habeak, gantry konektatzeko habeak, jarlekuak, ahariak, etab., pieza handiak erretxinaren hareazko molduraz eginak dira, kalitate handiko burdina grisa 250 galdaketa, beroan errezitatuta. harea-hobia → bibrazio-zahartzea → tratamendu termikoa Labea erretzea → bibrazio zahartzea → mekanizazio zakarra → bibrazio zahartzea → labe beroa errekustea → bibrazio zahartzea → akabera, piezen estres negatiboa erabat ezabatu eta piezen errendimendua egonkor mantendu. Ohe finkoa, ezkerreko eta eskuineko zutabeak, gantrya eta lan-mahaia mugitzen dira; Fresatzeko, mandrinatzeko, zulatzeko, zulatzeko, zulatzeko eta abar egiteko funtzioak ditu. Erremintaren hozte metodoa kanpoko hoztea da. Makina-erremintak 5 elikadura-ardatz ditu, 4 ardatzeko lotura eta 5 ardatzeko ekintza bakarrekoak izan daitezkeenak. 2 potentzia buru daude. Makina-erremintaren ardatza eta potentzia-burua beheko irudian ageri dira.


2.1Transmisio axialaren elikadura zatiaren egitura nagusia
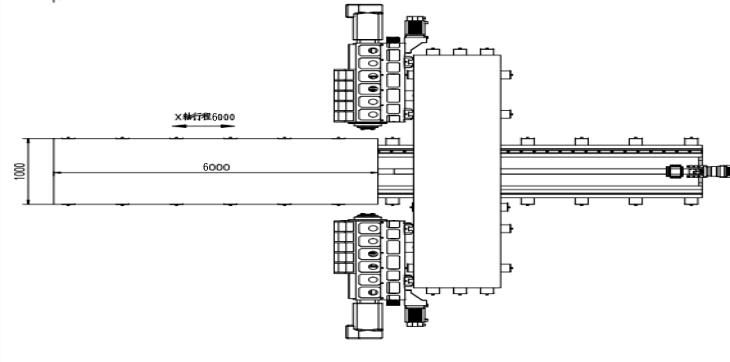
2.1.1. X ardatza:Lan-mahaiak alderantziz egiten du ohe finkoko gida-errailean zehar.
X 1 ardatzeko unitatea: AC serbo motorra eta zehaztasun handiko erreduzitzaile planetarioa bola-torlojuaren bidez gidatzen da lan-mahaiaren mugimendua gidatzeko X ardatzaren mugimendu lineala konturatzeko.
Gida-errailaren forma: jarri indar handiko doitasun-erreil lineal bi.
2.1.2 Z1 ardatza:Potentzia-burua eta jarlekua zutabearen aurreko aldean bertikalki instalatuta daude, eta gora eta behera zutabearen gida-errailean zehar.
Z1 ardatzeko transmisioa: AC serbo motorra eta gurpil sinkronikoa erabiltzen dira bola torlojua gidatzeko jarlekua gidatzeko Z ardatzaren mugimendu lineala konturatzeko.
2.1.3 Z2 ardatza:Potentzia-burua eta jarlekua zutabearen aurreko aldean bertikalki instalatuta daude, eta gora eta behera zutabearen gida-errailean zehar.
Z2 ardatzeko transmisioa: AC serbo motorra eta gurpil sinkronikoa erabiltzen dira bola-torlojua gidatzeko jarlekua gidatzeko Z ardatzaren mugimendu lineala konturatzeko.
2.1.4 Y1 ardatza:Potentzia-buruko jarlekua eskuineko zutabearen aurreko aldean bertikalki instalatzen da, eta ezkerrera eta eskuinera biratzen du zutabe-errailaren zehar.
Y1 ardatzaren transmisioa: AC serbo motorra gehi zehaztasun handiko erreduzitzaile planetarioa aharia bola-torlojutik mugitzeko erabiltzen da Y1 ardatzaren mugimendu linealaz jabetzeko.
2.1.5 Y2 ardatza:Potentzia-buruko jarlekua bertikalki instalatuta dago eskuineko zutabearen aurreko aldean, eta ezkerrera eta eskuinera biratzen du zutabearen gida-errailean zehar.
Y2 ardatzeko transmisioa: AC serbo motorra gehi zehaztasun handiko erreduzitzaile planetarioa erabiltzen da aharia bola torlojutik mugitzeko Y2 ardatzaren mugimendu lineala konturatzeko.
2.2 Zulatzeko eta fresatzeko potentzia-buruaren mugimendu-norabidea (1 eta 2 potentzia-burua barne) 4 arrabolen gida-errail linealek gidatzen dute, eta unitateak AC serbo motorra hartzen du gerriko sinkronoa (i=2) eta doitasun-bola gidatzeko. torloju-pare transmisioa. Potentzia-buruak serboa hartzen du Motorra gerriko sinkronoaren eta gurpil sinkronoaren bidez dezeleratzen da, doitasun handiko gida-errail-pareak gidatuta, eta bola torloju bertikala biratzen du potentzia-buruaren mugimendu bertikala konturatzeko. Burutik torlojua eta serbomotorra murrizteko nitrogeno-balantze-barra batekin ere hornituta dago. Z ardatzeko motorrak balazta funtzio automatikoa du. Elektrizitatearen hutsunea gertatuz gero, balazta automatikoak motor-ardatzari estu eutsiko dio, biratu ezin dezan. Lanean, zulagailuak pieza ukitzen ez duenean, azkar elikatuko da; zulagailuak pieza ukitzen duenean, automatikoki laneko jariora aldatuko da. Zulagailuak piezan sartzen direnean, automatikoki itzuliko da atzera azkarrera; Zulagailuaren amaiera piezatik irten eta ezarritako posiziora iristen denean, lan mahaia hurrengo zuloko posiziora mugituko da zirkulazio automatikoa lortzeko. Potentzia-buruak alanbrearen eta errail gogorraren konbinazioa hartzen du, eta horrek ekipamenduaren abiadura bermatzen ez ezik, ekipoaren zurruntasuna ere hobetzen du. Eta zulo itsuak zulatzeko, fresatzeko, txaflatzeko, txirbil hausteko, txirbil automatikoki kentzeko, etab. funtzioak konturatu ditzake, eta horrek lanaren produktibitatea hobetzen du.

(ezkerreko botere burua)
2.3. Txirbilak kentzea eta hoztea
Espiral eta kate lauko txirbil-garraiatzaileak daude instalatuta lan-mahaiaren azpian bi aldeetan, eta txirbilak automatikoki isur daitezke amaieran txirbil-garraiatzailera, espiral eta kate-plaken bi fasetan, ekoizpen zibilizatua lortzeko. Txirbil-garraiatzailearen hozte-tanga hozte-ponpa bat dago, tresnaren kanpoko hozterako erabil daitekeena, zulaketa-errendimendua eta zulagailuaren bizitza-bizitza bermatzeko, eta hozgarria birziklatu daiteke.
3. Zenbakizko kontrol sistema digital osoa:
3.1. Txirbil hausteko funtzioarekin, txirbil hausteko denbora eta txirbil hausteko zikloa ezar daitezke gizon-makina interfazean.
3.2. Erreminta altxatzeko funtzioarekin, tresna altxatzeko altuera gizon-makina interfazean ezar daiteke. Zulaketak altuera horretara iristen direnean, zulagailua azkar altxatzen da piezaren goialdera, eta gero txirbilak bota egiten dira eta, ondoren, zulatzeko gainazalera azkar bidaltzen dira eta automatikoki lanera bihurtzen dira.
3.3. Eragiketa zentralizatuak kontrolatzeko kutxak eta eskuko unitateak zenbakizko kontrol sistema hartzen dute eta USB interfazearekin eta LCD kristal likidoko pantailarekin hornituta daude. Programazioa, biltegiratzea, bistaratzea eta komunikazioa errazteko, eragiketa-interfazeak gizon-makina elkarrizketa, erroreen konpentsazioa eta alarma automatikoa bezalako funtzioak ditu.
3.4. Ekipamenduak prozesatu aurretik zuloaren posizioa aurreikusteko eta berriro ikuskatzeko funtzioa du, eta eragiketa oso erosoa da.
3.5. Lubrifikazio automatikoa
Makina-erremintaren zehaztasun lineal gida errail-pareak, zehaztasun-bola-torloju-pareak eta doitasun handiko beste mugimendu-pareak lubrifikazio-sistema automatikoz hornituta daude. Lubrifikazio-ponpa automatikoak presio-olioa ateratzen du, eta lubrifikatzaile kuantitatiboa olio-ganbera olioan sartzen da. Olio-ganbera olioz bete ondoren, sistemaren presioa 1,4-1,75Mpa-ra igotzen denean, sistemako presio-interruptorea itxi egiten da, ponpa gelditzen da eta deskarga-balbula deskargatzen da aldi berean. Errepideko olioaren presioa 0,2Mpa azpitik jaisten denean, lubrifikatzaile kuantitatiboa lubrifikazio-puntua betetzen hasten da eta olio betetze bat osatzen du. Olio-injektore kuantitatiboaren olio-hornidura zehatza dela eta, sistemaren presioa detektatzeko, olio-hornidura fidagarria da, pare zinematiko bakoitzaren gainazalean olio-film bat dagoela bermatuz, marruskadura eta higadura murriztuz eta kalteak saihestuz. gainberotzeak eragindako barne egitura. , makina-erremintaren zehaztasuna eta bizitza bermatzeko. Gida irristagarriko errail-bikotearekin alderatuta, makina-erreminta honetan erabiltzen den gida lineal-errailak hainbat abantaila ditu:
①Mugimenduaren sentsibilitatea handia da, ijezketa-errailaren marruskadura-koefizientea txikia da, 0,0025 ~ 0,01 baino ez da, eta gidatzeko potentzia asko murrizten da, hau da, makineria arruntaren 1/10aren baliokidea.
② Marruskadura dinamikoaren eta estatikoen arteko aldea oso txikia da, eta jarraipen-errendimendua bikaina da, hau da, gidatzeko seinalearen eta ekintza mekanikoaren arteko denbora tartea oso laburra da, eta horrek erantzun-abiadura eta sentikortasuna hobetzeko lagungarria da. zenbakizko kontrol sistema.
③Abiadura handiko mugimendu linealetarako egokia da, eta bere berehalako abiadura gida-errail irristagarriena baino 10 aldiz handiagoa da.
④ Hutsunerik gabeko mugimendua konturatu eta sistema mekanikoaren mugimenduaren zurruntasuna hobetu dezake.
⑤ Fabrikatzaile profesionalek ekoiztua, doitasun handia, aldakortasun ona eta mantentze erraza ditu.

4. Makina erabiltzeko ingurunea:
Elikatze-hornidura: AC380V trifasikoa ± % 10, 50Hz ± 1 Giro-tenperatura: 0 ° ~ 45 °

5. Nagusiaparametro teknikoak:
| Eredua | BOSM6010 | |
| Prozesatzeko piezaren gehieneko tamaina | Luzera × zabalera × altuera (mm) | 6000×1000×1500 |
| Gantry elikadura maximoa | Zabalera (mm) | 1300 |
| laneko mahaiaren tamaina | Luzera X Zabalera (mm) | 6000*1000 |
|
Ahari motako zulatzeko buru horizontala botere burua bat bi
| Kopurua (2) | 2 |
| Ardatz konoa | BT50 | |
| Zulaketaren diametroa (mm) | Φ2-Φ60 | |
| Tapadura-diametroa (mm) | M3-M30 | |
| Buruaren abiadura (r/min) | 30~6000 | |
| Servoardatz motorren potentzia (kw) | 37 | |
| Ardatz bakarreko sudurra mahaiaren erdigunetik distantzia (mm) | 150-650 | |
| Ardatz bikoitzeko muturraren erdiko distantzia (mm) | 300-1300 | |
| Ahari bakar baten ezkerreko eta eskuineko trazua (mm) | 500 | |
| Ahariaren zentroaren eta mahaiaren planoaren arteko distantzia (mm) | 200-1700 | |
| Ahariaren gora eta behera (mm) | 1500 | |
| Errepikagarritasuna | 300mm * 300mm | ±0,02 |
| Makina Erremintaren neurriak | Luzera × zabalera × altuera (mm) | marrazkien arabera |
| Pisu gordina (t) | (gutxi gorabehera) 36 | |
Goiko parametroak aurretiazko diseinu-parametroak dira. Benetako diseinuan, piezaren prozesatzeko eskakizunen eta makina-erremintaren diseinu-baldintzen arabera aldaketak egon daitezke, zure enpresaren prozesatzeko piezen baldintzak betetzeko.